
Water infiltration into photovoltaic modules standard It is the main cause of deterioration in hot and humid environments.
Water vapor and oxygen penetrate the backsheet, which is a porous plastic material, and react chemically with EVA (ethylene-vinyl-acetate), the material that constitutes the filling of photovoltaic modules, being in direct contact with the silicon cells.
The reaction of water and oxygen with EVA produces acetic acid, which corrodes metal parts and electrical contacts of photovoltaic cells, reducing the module's efficiency.
This degradation is natural and expected, being part of the life of any module. standard. However, in conditions of intense humidity and high temperatures this degradation occurs accelerated, which can drastically reduce the useful life of the module.
In certain environments, installing modules standard with backsheet is not recommended and the modules double–glass become the only viable alternative to photovoltaic systems.
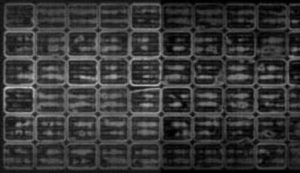
The following figure illustrates the result of a case study of a solar plant with modules standard located in a tropical region with an average annual temperature of 27.3 OC and average relative humidity of 81.7%.
Corrosion of photovoltaic cells and ribbons (metallic tracks that connect the cells). The power reduction of the modules analyzed was greater than 20%, with some modules of the plant no longer functioning.
Accelerated Degradation Testing
Damp heat
In the photovoltaic industry, the standard of photovoltaic testing has been established damp heat (moist heat) called DH1000, which means that the photovoltaic module is subjected to a climatic chamber with a temperature of 85 OC and relative humidity of 85% for a thousand hours.
This test is part of the set of procedures of the international standard IEC 61625, which deals with the quality of photovoltaic solar modules.
The tests of IEC 61215 They are often used to prepare estimates of the useful life of modules. Research found in the literature indicates that a DH1000 exposure corresponds to 20 years of exposure to real climatic conditions in most locations.
Some authors state that an exposure of two thousand to three thousand hours in the damp heat would be necessary to ensure a useful life of 20 years in coastal, hot and humid locations.
In any case, the tests are not intended to determine the useful life of a module. Precisely speaking, they are tests capable of finding faults in a short space of time under more rigorous conditions than normal.
The result of an accelerated degradation test with damp heat does not guarantee the useful life of the product. This is just one of the minimum quality requirements for a photovoltaic module.
thermal cycling (thermal cycle)
The thermal cycle test is another procedure found in the IEC 61215 standard. In this test, the photovoltaic module is subjected to heating and cooling cycles with the aim of causing thermal fatigue of the components.
The stress to which the module is subjected makes it possible to evaluate the reliability of the product and identify manufacturing defects, poorly made welds, cracked cells, delamination (detachment of cells), reduced efficiency and reduced electrical insulation capacity, among other things.
The TC200 designation found in the IEC 61215 standard corresponds to a sequence of 200 six-hour cycles. In each cycle, the module is subjected to temperatures ranging from -40 OC to 85 ºC with maximum variations of 100 OC/hour and minimum stay of 10 minutes at each temperature value.
Other tests
There is a variety of tests that can be used to assess the quality of photovoltaic modules.
The most common are tests damp heat (DH) and thermal cycling (TC) – which we talked about previously, in addition to the wet freezing tests (HF – freeze), potential-induced degradation effect test (PID – potential induced degradation), accelerated stress testing (HAST – highly accelerated stress tests) and ultra-violet light testing, among others. P
To learn more about the PID effect and how module degradation occurs, read the article The PID effect and its action on modules solar.
To avoid going on too long, we will leave detailed explanations about these and other tests for another article. Let us now focus on some results that will be presented below.

Modules standard It is double-glass
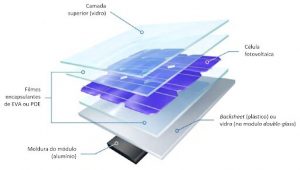
The most common photovoltaic modules currently on the market are built with a top layer of glass and a plastic back sheet, known as backsheet (back page) in literature.
Modules with backsheet, classified as standard or standard, equip the vast majority of photovoltaic projects around the world. What few people know is that this technology is not suitable for all environments.
In places with aggressive climatic conditions, with high temperatures and very humid air, these modules may fail or have a greatly reduced useful life.
Another category of photovoltaic modules that we can find on the market are double-glass (glass-glass), which have glass sheets on the front and back.
The modules double-glass emerged as an alternative to overcome the weaknesses of conventional photovoltaic modules in harsh environments.
More recently, so-called bifacial modules have appeared on the market, which must have glass on both sides, as they use bifacial photovoltaic cells, which absorb sunlight through the front and rear surfaces.
But even before the emergence of bifacial modules, double-glass with conventional cells (with exposed silicon on the front and integral metallization on the back) were already found and are currently still an alternative to modules with backsheet.
The module double-glass has a higher cost than standard (with backsheet). However, it has some advantages that can be very useful (or necessary) in different situations.

The module double-glass It is more robust and offers superior performance and durability. The double-glass structure protects the photovoltaic cells against natural deterioration factors.
One of the main advantages is the complete sealing of the module, completely preventing moisture penetration during the life of the product.
Accelerated degradation test results
The graphs shown below illustrate results of comparative tests carried out with crystalline photovoltaic modules standard (with backsheet) It is double-glass.
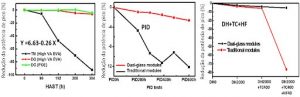
The results in Figure 3 show that the modules standard (designated as TM – traditional modules) present very accelerated degradation compared to their brothers double-glass.
Note: in the first graph, two types and module were tested double-glass: with EVA and POE (polyolefin, a more expensive material than EVA).
Photovoltaic modules can be manufactured with EVA or POE encapsulation (module filling), which is a more modern material. Almost all of the modules standard It is made with EVA.
The graph shows what the difference in performance would be between a module double-glass with EVA and another with POE. The difference is small, but we see that the module with POE shows slightly less degradation at the end of the HAST tests.
The first graph in Figure 2 shows that after 96 hours of HAST testing the modules standard their power is already beginning to be reduced, reaching almost total degradation after 384 hours of testing.
Meanwhile, the modules double-glass remain practically intact, showing a power reduction of less than 10% at the end of 384 hours of testing.
The second graph shows that the modules double-glass suffer very little from the PID effect after 600 hours of testing, showing a power reduction of less than 4%. During the same testing period, the modules standard they even present more than 12% of power reduction.
The third graph shows that the modules double-glass withstand thousands of hours of DH, TC and HF tests, showing lower power reductions than 10%. The modules standard, on the other hand, show extreme degradation after heat and humidity tests.
An interesting detail: in these graphs the DH and TC tests were performed for 2000 hours and 400 cycles, respectively, twice as long as required in the IEC 62215 standard.
Photovoltaic module warranties
We already understand that modules double-glass are more durable than modules standard. While the modules standard must have a relatively long useful life in places with not very aggressive climates, the modules double-glass may be the only viable option for locations with extreme weather conditions. But what do the manufacturers say about this?
The following tables were taken from the warranty manual of a photovoltaic module manufacturer. The products listed as (c), (d), (e) and (f), which are modules of the type double-glass, are the only ones for which the manufacturer offers a guarantee in hot and humid locations.
Table 1: Warranty conditions for photovoltaic modules from a given manufacturer.
 The following table shows another table from the same warranty manual, where the conditions that apply to products (c), (d), (e) and (f) are defined, which are modules double–glass.
The following table shows another table from the same warranty manual, where the conditions that apply to products (c), (d), (e) and (f) are defined, which are modules double–glass.
Table 2: Definition of climatic conditions that apply to modules in the double-glass family from a given manufacturer
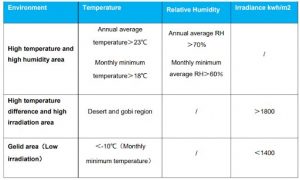
In other words, summarizing the information above, this manufacturer (as well as many others) only offers a guarantee for its products if the conditions of use are respected. Modules standard subjected to the conditions in Table 2 will be out of warranty. Under the conditions of this table, the manufacturer only guarantees its modules from the family double-glass.
What does this mean in practice? The answer is that we must be careful about the type of modules we specify for our projects. Modules standard will work well in most of the Brazilian territory, but in hot and humid coastal regions and in the Amazon region the modules double-glass may be necessary. Let's analyze below, for example, the climatic conditions of the city of Manaus.
Case study: Manaus climate conditions
Table 3: Climatic data for the city of Manaus-AM

 Analyzing the information in the graph and tables above, we see that the city of Manaus already meets the guarantee conditions shown in Table 2.
Analyzing the information in the graph and tables above, we see that the city of Manaus already meets the guarantee conditions shown in Table 2.
The average annual temperature in Manaus is much higher than 23OC and relative humidity of approximately 82% is much higher than the 70% limit of the warranty conditions.
Conclusion: for the temperature and humidity conditions of the city of Manaus-AM, only the modules double-glass from that manufacturer would be within the warranty terms. The manufacturer does not guarantee the durability of its modules standard under these conditions.
Conclusions
Photovoltaic modules are subject to natural degradation with use. The biggest cause of degradation is moisture penetration, which can be greater in hot and humid locations.
Traditional modules (standard) with plastic back sheet (backsheet) do not withstand aggressive weather conditions. In places of high temperature and high humidity it is necessary to use modules double-glass (with two glass sheets, front and rear).
We take as an example the warranty terms and test results presented by a manufacturer. We observe that the modules standard fail much earlier than the modules double–glass in humidity, heat and cold tests (DH, TC and HF). As for the warranty, this manufacturer, taken as an example, informs that its modules standard cannot operate under certain conditions.
Under these same conditions, the warranty terms only ensure the performance of the modules double-glass, more resistant and durable.
Don't be discouraged if other manufacturers report that their modules standard withstand aggressive conditions – or if they report nothing. Any module with backsheet will fail, sooner or later, in conditions of high temperature and humidity.
Modules standard with backsheet are the vast majority of products offered on the market today. All manufacturers generally submit their modules to IEC certifications, which assess minimum performance requirements.
More aggressive tests (like those shown in this article, with twice as many hours of testing), show that only modules double-glass they can withstand more aggressive conditions, similar to those that will be faced throughout the life of a module, which must be more than 20 years.